Top 10 Machine Vision Systems at China Import and Export Fair?
The China Import and Export Fair, known as Canton Fair, is a crucial platform for showcasing innovation. Among the highlights, machine vision systems are becoming increasingly vital. According to a recent industry report, the global machine vision market is expected to reach $16 billion by 2024, driven by advancements in automation and AI technologies.
During the upcoming 139th Canton Fair in 2026, machine vision systems are expected to play a prominent role. These systems improve quality control and enhance production efficiency. Vendors will showcase various applications of this technology, from inspection to robotics. However, challenges remain in integrating machine vision systems seamlessly into existing workflows. Adaptability and costs can sometimes hinder widespread adoption.
The introduction of AI-driven features at the fair, such as smart search and navigation, will facilitate engagement with machine vision technology. Though these innovations promise efficiency, the potential risks and concerns about data security must be addressed. The evolution of machine vision systems at the fair reflects the ongoing push towards smarter manufacturing and quality assurance.

Overview of Machine Vision Systems at China Import and Export Fair
The China Import and Export Fair showcases cutting-edge machine vision systems. These systems play a vital role in automation and quality control across various industries.
Recent reports show that the machine vision market is projected to grow significantly. By 2025, it's expected to surpass $10 billion. This growth reflects the increasing adoption of automated technologies in manufacturing processes. The fair features numerous systems designed for tasks like inspection and identification. They enhance efficiency and reduce human error.
Tips: Consider how machine vision can streamline your operations. Evaluate the integration process to ensure compatibility with existing systems.
Despite their advantages, machine vision systems can be complex. They often require precise calibration and setup. Some users may find the initial investment daunting. Understanding the technology is crucial for its successful implementation.
Tips: Invest time in training your team. Knowledgeable staff can maximize the benefits of machine vision systems. Regular updates and maintenance are also essential to sustain performance.
Top 10 Machine Vision Systems at China Import and Export Fair
| Rank |
System Type |
Resolution (MP) |
Frame Rate (FPS) |
Application Areas |
| 1 |
3D Vision System |
12 |
60 |
Robotics, Sorting |
| 2 |
2D Inspection System |
5 |
120 |
Quality Control, Assembly |
| 3 |
Vision Guidance System |
10 |
45 |
Autonomous Navigation |
| 4 |
Laser Scanning System |
8 |
30 |
Manufacturing, Inspection |
| 5 |
Infrared Vision System |
15 |
25 |
Thermal Imaging |
| 6 |
Optical Character Recognition |
6 |
80 |
Document Scanning |
| 7 |
Multispectral Imaging System |
20 |
10 |
Agricultural Inspection |
| 8 |
Stereo Vision System |
7 |
50 |
Measurement, Robotics |
| 9 |
Color Inspection System |
4 |
100 |
Food Packaging, Printing |
| 10 |
Deep Learning Vision System |
9 |
15 |
Surveillance, Retail |
Key Features and Technologies in Top Machine Vision Systems
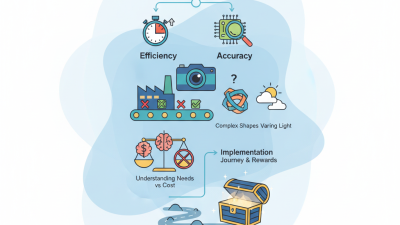
Machine vision systems are revolutionizing industries by enhancing automation and quality control. Key features include advanced image processing, deep learning algorithms, and robust hardware. These systems can detect defects, measure dimensions, and ensure products meet specifications. They operate in various lighting conditions with high accuracy.
Tips: Focus on the integration of machine vision in your operations. Assess the lighting conditions in your workspace before choosing a system. Proper illumination can significantly improve image quality.
In addition to technical aspects, user-friendly interfaces and real-time data analysis are crucial. Some systems provide customizable features. However, high initial costs can be a barrier. It’s essential to weigh the long-term benefits against the investment.
Tips: Consider scalability when selecting a system. Are you planning for future expansions? Ensure your choice can adapt to growing needs. Investing in training for your team is equally important. Skilled users can maximize the system's potential.
Top 10 Machine Vision Systems at China Import and Export Fair
Leading Companies Showcasing Machine Vision Innovations
The China Import and Export Fair is a hub for innovation. Machine vision technology is steering the future of quality inspection and automation.
Industry reports indicate that the machine vision market is expected to grow by 10.8% annually, reaching over $20 billion by 2026. This growth reflects the increasing demand for precision in manufacturing.
At the fair, several companies showcased state-of-the-art machine vision systems. These systems enhance product quality through real-time image analysis.
Data shows that companies integrating machine vision report a 30% reduction in defects. However, challenges remain.
Many firms struggle to fully implement these technologies. Integration issues and high initial costs can hinder adoption.
Innovations in artificial intelligence and deep learning are pivotal. They allow systems to adapt and improve over time. Yet, these advancements also raise questions about reliability.
Are the algorithms truly robust? Companies must focus on not just creating smart systems but ensuring their stability and accuracy.
As the fair highlights these innovations, it also underscores the need for critical evaluation.
Applications of Machine Vision Systems Across Various Industries
Machine vision systems are making waves across various industries. These systems employ cameras and algorithms to analyze and interpret images in real-time. In manufacturing, they enhance quality control. For instance, a study reported that implementing machine vision can improve defect detection rates by over 50%. This application increases efficiency and reduces waste.
In the automotive sector, machine vision is crucial. It's used for inspection processes during assembly lines. A report highlights that around 30% of manufacturers have integrated these systems. This transition aims to minimize human error and ensure precision.
Despite these advancements, challenges remain. Some industries struggle with the high initial setup costs. Additionally, integrating these systems with existing processes can be complex. A survey found that nearly 40% of companies cited compatibility issues as a barrier. An effective rollout requires careful planning and consideration of long-term benefits.
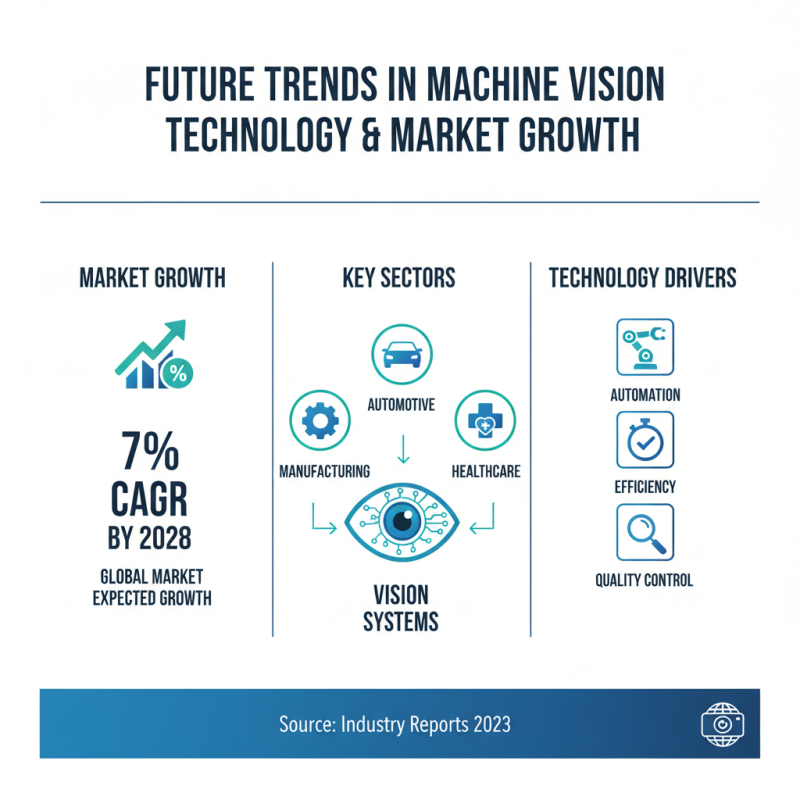
Future Trends in Machine Vision Technology and Market Growth
The machine vision market is on the rise. Recent reports indicate that the global market is expected to grow at a compound annual growth rate (CAGR) of over 7% by 2028. This growth reflects increasing demand across various sectors, including manufacturing, automotive, and healthcare. Companies are investing in vision systems to enhance automation, efficiency, and quality control.
Recent trends show a surge in AI integration within machine vision systems. AI algorithms are enhancing image processing capabilities. Machine learning applications are becoming essential for identifying defects and making real-time decisions. Reports highlight that more than 60% of businesses are looking to implement AI-driven solutions in their production lines. However, the transition is not without challenges. Companies often face difficulties in integrating new technologies with existing systems, leading to delays and increased costs.
Moreover, there is a noticeable skill gap in the workforce. Many professionals lack the necessary expertise to operate advanced machine vision technologies. This shortage can hinder market growth. Nevertheless, as training programs evolve, the situation may improve. The future holds potential for innovation, but companies must adapt their strategies to stay competitive in this fast-changing landscape.